Нарезка внешней резьбы механическим способом
 Нарезка внешней резьбы инструментальным способом предполагает совершенно иной порядок действий. Технологическая карта процесса, в данном случае, зависит от типа инструмента. Так, на токарном станке резьбу нарезают с помощью резьбового резца, который крепится в суппорте аппарата. И перед тем как на трубе нарезать резьбу (с внешней стороны) суппорт с резцом перемещают на край заготовки и задав высоту профиля с помощью поперечной подачи. После чего активируют продольную подачу, замкнув перемещение суппорта на винтовую направляющую. Шаг резьбы контролируется скоростью перемещения суппорта в продольном направлении. Причем продольная скорость синхронизируется с частотой вращения патрона станка.
Нарезка внешней резьбы инструментальным способом предполагает совершенно иной порядок действий. Технологическая карта процесса, в данном случае, зависит от типа инструмента. Так, на токарном станке резьбу нарезают с помощью резьбового резца, который крепится в суппорте аппарата. И перед тем как на трубе нарезать резьбу (с внешней стороны) суппорт с резцом перемещают на край заготовки и задав высоту профиля с помощью поперечной подачи. После чего активируют продольную подачу, замкнув перемещение суппорта на винтовую направляющую. Шаг резьбы контролируется скоростью перемещения суппорта в продольном направлении. Причем продольная скорость синхронизируется с частотой вращения патрона станка.
Нарезка резьбы на трубах с применением клуппа выглядит немного иначе. Этот инструмент позволяет подобраться к торцу трубы даже в полевых условиях. Ведь клупп это не что иное, как автоматизированный плашкодержатель, который вращает плашку с помощью электрического привода.
Ну а сам процесс нарезки клуппом выглядит следующим образом:
- Режущий инструмент – пластины с гребенчатым профилем на верхней грани – монтируются в головку клуппа. Причем с помощью одной, регулируемой головки можно нарезать несколько типоразмеров наружной резьбы.
- После монтажа пластин в отверстие головки клуппа вставляется труба, которую, в случае необходимости, обездвиживают, зажав тисками или гаечным ключом. Торец трубы нужно обрезать под прямым углом.
- После размещения трубы в клуппе инструмент запускают. И вращающаяся головка нарезает на неподвижной трубе резьбовую канавку.
Такой процесс гарантирует быструю и качественную нарезку резьбы. А малые размеры клуппа превращают его в идеального помощника слесаря или сантехника.
Нарезка внутренней резьбы на трубе в полевых условиях выполняется с помощью метчика.
Используемые для этих целей инструменты
Перед тем, как приступить к работе, нужно убедиться, что у вас под рукой имеются все необходимые приспособления.
В магазинах продаются трубные резьбонарезные наборы. Это могут быть плашки необходимого диаметра или комплект клупп (данный вариант более практичный).
В первую очередь, необходимо, тщательным образом очистить трубу от ржавчины и остатков старой краски.
С торцевой поверхности трубы нужно снять заходную часть резьбы.
Крайне важно знать! Инструмент для работы должен быть высокого качества.
А вы знаете зачем нужна обсадная труба для скважины? В полезной статье написано о правилах производства буровых работ на приусадебном участке.
 А вы знаете зачем нужна обсадная труба для скважины? В полезной статье написано о правилах производства буровых работ на приусадебном участке.
А вы знаете зачем нужна обсадная труба для скважины? В полезной статье написано о правилах производства буровых работ на приусадебном участке.Как продавить воздушную пробку в системе отопления прочитайте здесь.
На странице: http://ru-canalizator.com/santehnika/s-oborudovanie/kosvennye.html написано про изготовление бойлеров косвенного нагрева из нержавейки своими руками.
Есть еще один момент, который стоит учитывать:
- не забудьте приобрести смазку для более продуктивной работы режущего приспособления и удаления стружки.
Перечень инструментов, без которых вам не справиться с данной работой:
- карандаш или кусочек мелка,
- рулетка,
- штангенциркуль.
Монтаж трубопровода должен происходить по заранее подготовленным чертежам. Первое, что нужно сделать – подготовить трубы.
Их длина должна соответствовать указанным на схеме отопления и водоснабжения частного дома параметрам (написано здесь).
Рулетка и карандаш необходимы для нанесения разметки.
Без штангенциркуля вы не сможете правильно определить сечение труб и точно подобрать инструмент.
 Наносить отметки на трубы нужно, чрезвычайно, аккуратно и, максимально, внимательно.
Наносить отметки на трубы нужно, чрезвычайно, аккуратно и, максимально, внимательно.
Если вы допустите хоть малейшую погрешность в измерениях, то устройство получится неправильным, а в результате вам придется изготавливать новую конструкцию.
Болгарка или ножовка по металлу.
Этими приспособлениями разрезают трубы по разметке, нанесенной ранее.
Важное условие! Срез по отношению к стенкам трубы должен получиться, строго, перпендикулярным. Иначе, резьбовое сопряжение, например, при подключении циркуляционного насоса к системе отопления, не будет герметичным.
Устройство для зажима и удержания предмета при обработке – тиски. С их помощью вы сможете нарезать трубу, максимально, ровно.
Материал для смазки (это может быть машинное масло).
При разрезании пустотелого предмета вручную, можно значительно облегчить себе работу. Для этого нужно конец трубы и инструмент смазать специальным составом.
Для защиты глаз вам понадобятся очки.
Инструмент, предназначенный, непосредственно, для нанесения на трубы резьбы:
- набор плашек,
- клупп,
- метчик.
Чтобы не ошибиться в выборе нужного приспособления, необходимо принимать за основу вид резьбы и полагаться на предпочтения мастера.
Внешнюю резьбу наносят при помощи плашки, а внутреннюю – посредством метчика.
- не забудьте приобрести смазку для более продуктивной работы режущего приспособления и удаления стружки.
Инструменты

Пояснение. Леркой или прогонкой называется резьбонарезной инструмент для труб и арматуры в виде толстой пластины с резьбовым отверстием по центру. Где есть прорези для образования режущих кромок.
Лерка, в отличие от плашки, является неразъёмным инструментом, следовательно, резьба получается более точной, особенно на болванках с малым сечением.
Может быть для нарезания левой или правой резьбы, но есть и универсальный вариант – отмечается маркировкой LN .

Клупп с трещоткой
- Как вы понимаете, основным приспособлением, которым производится нарезание резьбы на трубах, является лерка, но сама по себе она не эффективна, так как для неё нужен рычаг, чтобы привести её в действие. Сразу можно оговориться, что рычаг должен быть специализированным, например, если вы зажмёте её газовым ключом и попытаетесь резать резьбу, то лерка, скорее всего, лопнет.
- Режущий инструмент закрепляется в клуппе – это рамка с рукоятками – так, рамка обжимает призматическую или квадратную лерку, усиливая её прочность, а ручки, завинченные по бокам, служат в качестве рычага. Но такое приспособление удобно в тех случаях, когда для рычагов есть простор, но если болванка находится у стены, то их приходится постоянно откручивать и закручивать заново. Поэтому, здесь гораздо удобнее использовать трубный клупп с трещоткой, как на фото вверху – наличие стенки с одной или даже с двух сторон (угол) в этом случае не будут серьёзной помехой.

Электрический резьбонарезной клупп SQ30-28
- Электрический клупп или станок для нарезания резьбы на трубах тоже является ручным инструментом, который можно использовать в любой плоскости, к тому же головку можно вставлять с любой стороны, следовательно, обе стороны у него рабочие. Благодаря мощному редуктору, вы практически не будете прилаживать усилий при нарезке резьбы, но его цена, соответственно, тоже гораздо выше той же трещотки. Несмотря на универсальность, такой инструмент, по сравнению с рычажным клуппом достаточно громоздкий и требует оперативного простора для нарезки резьбы на болванке.
Очень важно обратить внимание на состояние металла – учитывая то, что обычно такие работы производятся со старым водопроводом или отоплением, стенки могут быть изъедены коррозией, а нарезанная резьба сделает их ещё тоньше. Поэтому, вам следует либо добраться до “живого металла”, как это обычно называют мастера, либо вообще заменить старую трубу новой.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.

Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
Клуппы Маевского
Как правильно нарезают резьбу на трубе? Для подобной процедуры часто задействуют клупп Маевского. Он располагает разрезными плашками, заключающими в себе пару элементов. Любой набор плашек предназначается для некоторого трубного радиуса. Плашки, соответственно с номером, который указан на них, ставятся в корпусной разъем винтовыми элементами по меткам, содержащимся на изделии. На них кладется крышка упора, которая закреплена винтовыми элементами.
Клуппы Маевского конструктивно просты, за ними легко ухаживать, они мало весят. Кроме того, плашки возможно оперативно заменять.

Для создания резьбы на изделии его фиксируют в прижимном устройстве так, чтобы обрабатываемый выступ был небольшим. Продольный выступ может подвергнуться прогибу при нарезке. Торцовая часть обрабатываемого участка должна размещаться под углом в девяносто градусов относительно трубной оси. Инструмент на изделии монтируется кольцами/плашками направления. Режущие плашки должны на пару витков заходить на трубное изделие. Выполняется смазывание трубной нарезки масляной жидкостью. Это требуется для того, чтобы охладить и очистить плашки. До того, как начнете процедуру, выполните проверку того, правильным ли образом вы установили плашку. Ее номер должен быть одинаковым с номером корпусного разъема.
Приспособления для работ
Какой бывает инструмент для нарезки резьбы на трубах? Вы можете выбрать, как электрический, так и ручной станок для нарезки резьбы на трубах. Если работы разовые, нет смысла приобретать дорогой «девайс», но решать вам. Знакомьтесь с приспособлениями для нарезки резьбы на трубах, руководством пользования приборами и выбирайте тот вариант, который максимально гармонично впишется в ваши планы.

По форме плашки бывают:
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
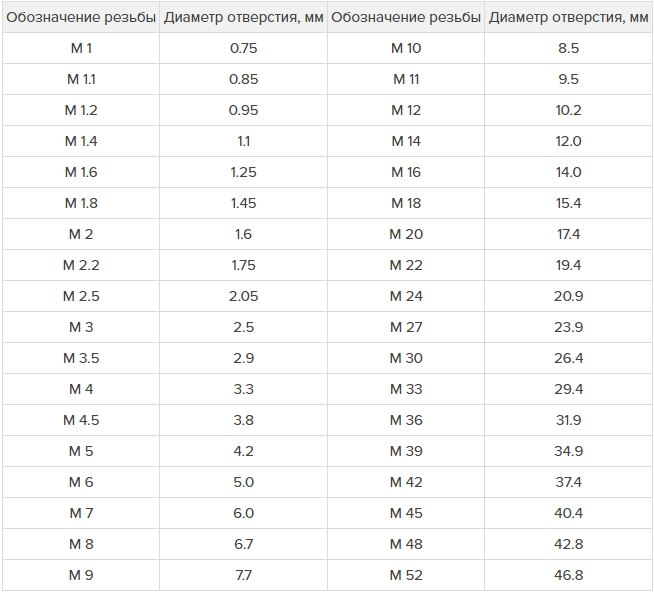
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
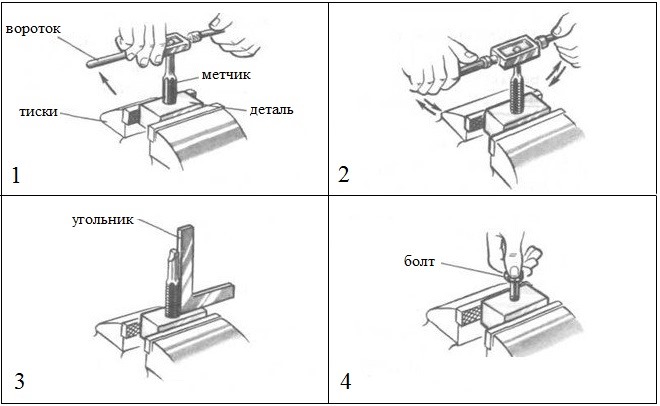
Схема нарезки резьбы метчиком
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу на трубе при помощи клуппа и плашки и другими способами
Приспособление использовалось многие годы и показало хорошие результаты при нарезании трубных резьб 1/2″-2″. Целесообразность изготовления этого приспособления определяется только затратами на изготовление ряда винтовых пар.
Советы профессионалов
Олег Вадимович Струков, мастер-монтажник: размеры резьбы могут быть указаны как в миллиметрах, так и в дюймах. Первый вариант практически всегда используется в случае со всевозможными крепежными элементами. А вот с дюймами, как правило, имеют дело водопроводчики.
Марк А., мастер-монтажник: Чаще всего применяется резьба по часовой стрелке. Соответственно, инструмент для ее нанесения будет нужно вращать также по часовой стрелке. Но есть виды соединений, которые предполагают обратный ход – то есть против часовой стрелки. Это необходимо учитывать для некоторых разновидностей технических конструкций.
Марк А., мастер-монтажник: Чаще всего применяется резьба по часовой стрелке. Соответственно, инструмент для ее нанесения будет нужно вращать также по часовой стрелке. Но есть виды соединений, которые предполагают обратный ход – то есть против часовой стрелки. Это необходимо учитывать для некоторых разновидностей технических конструкций.
Как сделать печь для казана из старых авто дисков
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться.
Надеваем клупп направляющей на трубу.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.

Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).

И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).

Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.

Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.

В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.

А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Сложности при нарезке резьбы
Подобный процесс всегда связан с появлением следующих дефектов:
- Рваная нарезка. Это случается при отсутствии смазки и перекоса инструмента.
- Резьба имеет неполный профиль. Такая ситуация наблюдается при большем диаметре отверстия или меньшем сечении инструмента.
- Перекошенная резьба. Диаметры проема и специального приспособления были подобраны неправильно.
Когда нарезка выполняется в мягком или вязком сплаве, нужно постоянно очищать отверстие от стружки. Для этого инструмент вращается на несколько оборотов в обратную сторону.
 Нарезка должна выполняться последовательными шагами с использованием всего набора метчиков. Важно не допускать перекоса инструмента. Особой осторожности нужно придерживаться при работе с глухими отверстиями. Деталь необходимо постоянно смазывать маслом. Следует отметить, что порой проще приварить трубу, чем нарезать резьбу на ней.
Нарезка должна выполняться последовательными шагами с использованием всего набора метчиков. Важно не допускать перекоса инструмента. Особой осторожности нужно придерживаться при работе с глухими отверстиями. Деталь необходимо постоянно смазывать маслом. Следует отметить, что порой проще приварить трубу, чем нарезать резьбу на ней.
Когда нарезка выполняется в мягком или вязком сплаве, нужно постоянно очищать отверстие от стружки. Для этого инструмент вращается на несколько оборотов в обратную сторону.
1. Инструмент для нарезания резьбы
Осевой многолезвийный инструмент для образования и обработки внутренней резьбы называется метчиком, наружной — плашкой.
Ручные метчики применяют для нарезания внутренней резьбы.
Рабочая часть метчика длиной f разделяется на режущую (заборную) и направляющую (калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы режущей части имеют главные кромки, расположенные на конической поверхности, и вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б). Направляющая часть служит для направления метчика и самоподачи путем ввинчивания, а также является резервом при переточках. Угол конуса режущей части зависит от угла в плане φ, который назначается равным 5° — для ручных, 3°30′ — для гаечных и 6°30′ — для машинных метчиков. Направляющая часть имеет обратную конусность для уменьшения трения и устранения опасного заклинивания метчика в отверстии.
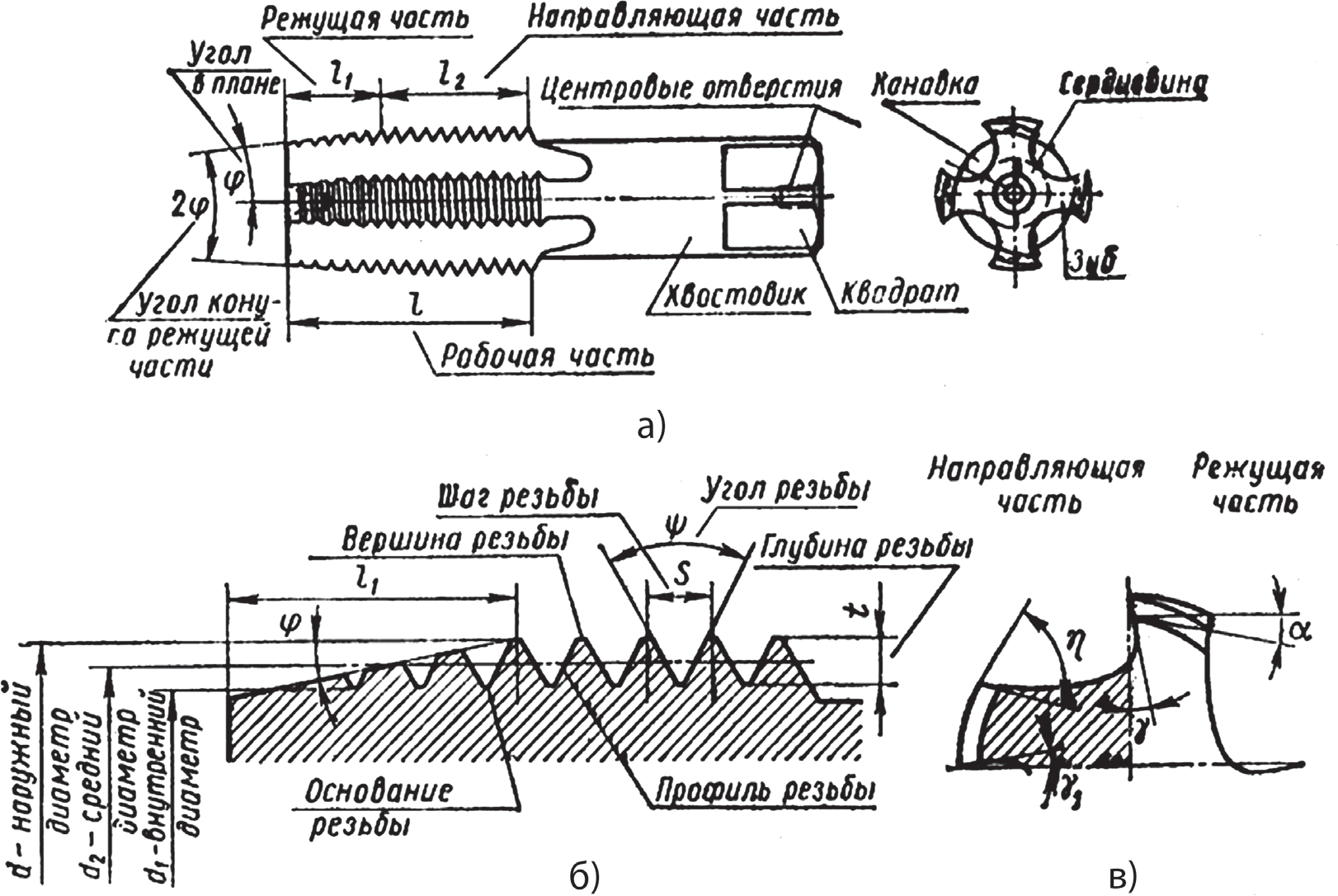
Рис. 1. Конструктивные элементы (а), профиль резьбы (б) и геометрические параметры (в) метчика
Длину заборной части метчика принимают для чернового метчика равной 45 S, для среднего — 2,55 S и для чистового — (1,5–2,0) S, где S — шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким заборным конусом, равным (1,5–2) S.
Передние углы метчиков выбирают в зависимости от обрабатываемого материала по следующим данным:
- для стали мягкой γ = 12–15°;
- стали средней твердости γ = 8–10°;
- стали твердой γ = 5°;
- чугуна и бронзы γ = 0–5°;
- легких сплавов γ = 25–30° (рис. 1, в).
Хвостовая часть метчика предназначена для закрепления его в воротке или патроне и для передачи крутящего момента.
Ручные метчики выпускаются комплектами. В комплект входят три метчика, которые делят по назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая при этом до 60% металла; средний дает более точную резьбу, снимая до 30% металла; третий (чистовой) метчик производит окончательное нарезание и калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб используют комплект из двух метчиков.
Метчики в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков — цилиндрические и конические (рис. 2; а, б).
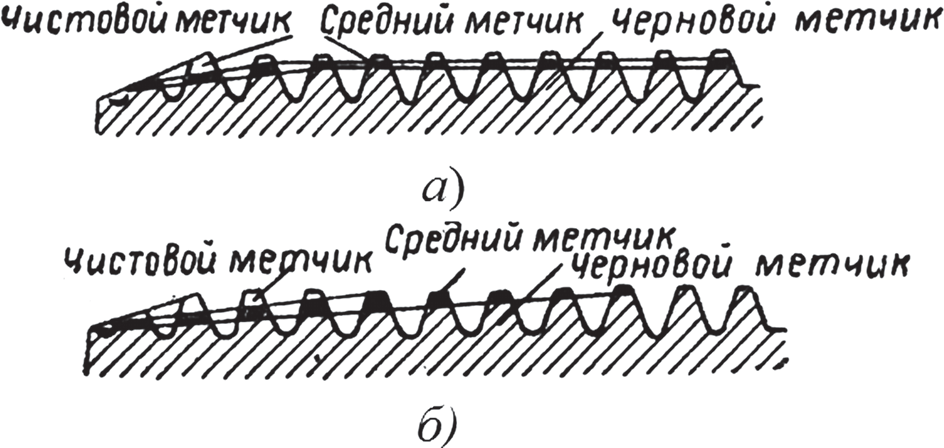
Рис. 2. Образование режущей поверхности в комплекте метчиков: а — цилиндрической конструкции, б — конической конструкции
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы. Диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового меньше диаметра резьбы на полную глубину нарезки.
Длину заборной части, учитывая распределение работы по нарезанию резьбы между тремя метчиками комплекта, устанавливают в соотношении 4:2:1. Таким образом, у чернового метчика длина заборной части равна 6–7 ниткам, у среднего — 3– 3,5 и у чистового — 1,5–2 ниткам.
Цилиндрическая конструкция метчика обеспечивает срезание вершинами зубьев стружки в виде широких площадок.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей.
Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
У конических метчиков заборная часть равна: у чернового метчика – всей длине рабочей части, у среднего – половине этой длины, у чистового – двум ниткам.
Конические метчики применяются обычно при нарезании сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Задняя (затылочная) поверхность (рис. 1, в) режущих зубьев затылуется по спирали, что позволяет сохранять постоянный профиль зубьев после их переточек.
Воротки и клуппы. Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков.
Наиболее распространенными являются простые двухсторонние воротки (рис. 3).
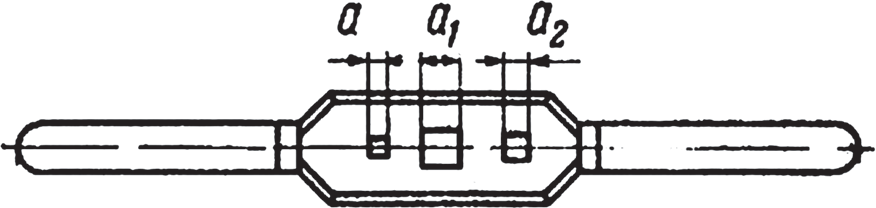
Рис. 3. Двухсторонний вороток: а, а1, а2 — отверстия под хвостовики метчиков
Универсальные воротки (рис. 4) представляют собой рамку 1 с двумя сухарями — подвижным 3 и неподвижным 4, образующими квадратное отверстие. Одна из рукояток 2 заканчивается винтом для зажима квадрата метчика.
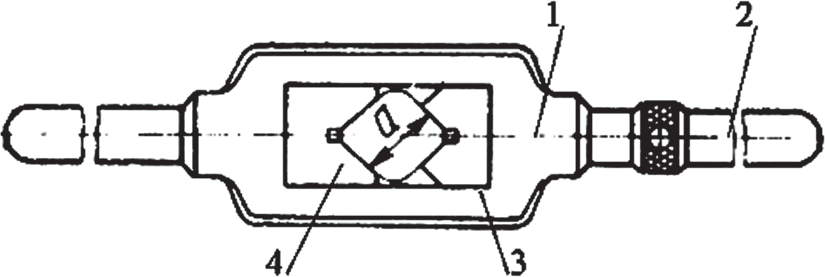
Рис. 4. Универсальный вороток: а — отверстие под хвостовик метчика
Другое исполнение универсального воротка приведено на рис. 5. Этот вороток позволяет работать с метчиками, размеры квадратов которых колеблются от 5х5 до 25х25 мм.
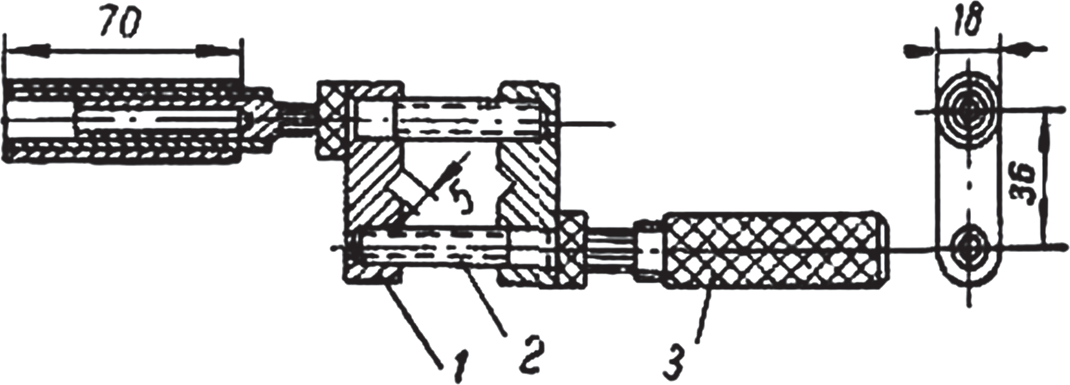
Рис. 5. Универсальный вороток
Круглые плашки используют для нарезания крепежных резьб на болтах, винтах и шпильках при работе вручную и на станках (револьверных, автоматах и т.д.).
Круглая плашка на каждом зубе 2 (рис. 6, а) имеет заднюю 1 и переднюю 5 поверхности, спинку зуба 3 и режущую кромку 6, образуемую стружечным отверстием 4. Круглая плашка имеет режущую и направляющую части длинами соответственно l1 и l2 (рис. 6, б). Длина режущей части равна полутора ниткам резьбы, а толщина плашки — семи-восьми ниткам.
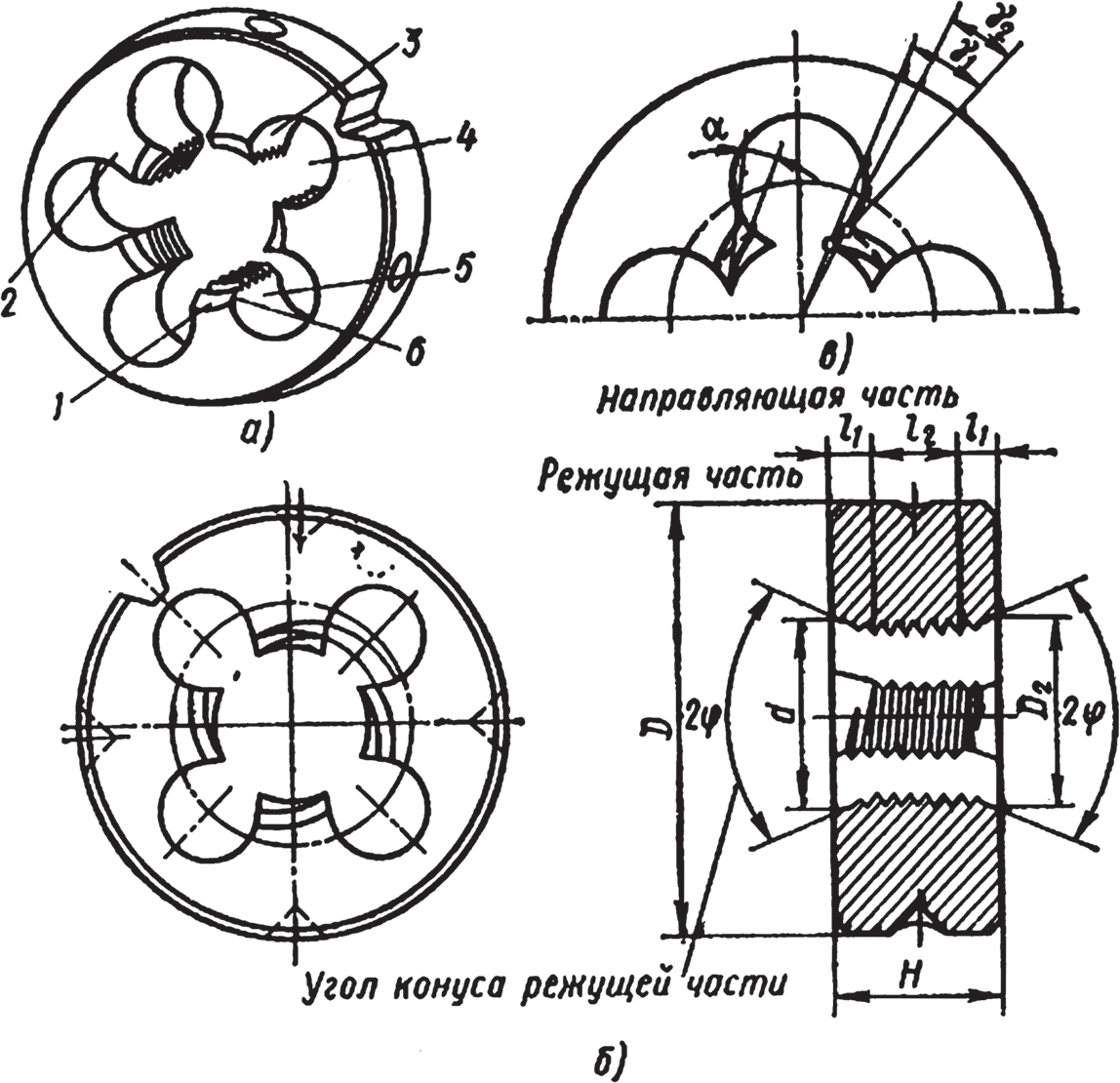
Рис. 6. Конструктивные элементы (а), основные части (б) и формы стружечных отверстий (в) круглой плашки
Передние углы принимают для твердых обрабатываемых материалов γ = 10–12°; для материалов средней твердости γ = 15–20°; для мягких материалов γ = 22–50°.
Плашки применяют (рис. 7) цельные (а), разрезные (б) и раздвижные.
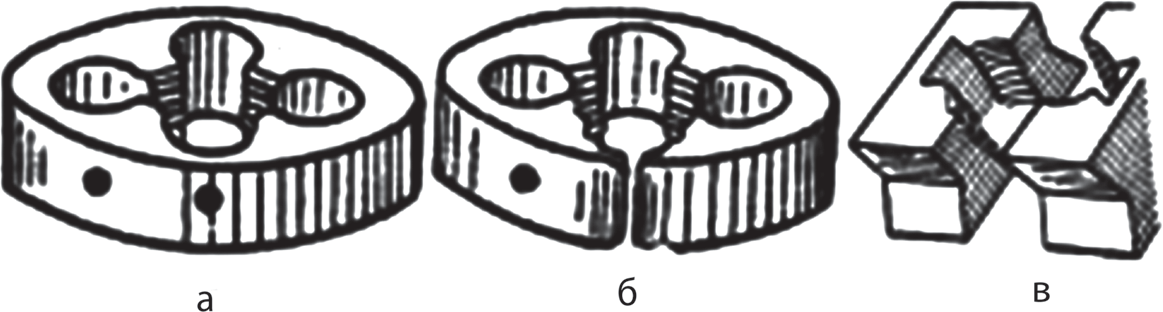
Рис. 7. Плашки
Круглые и раздвижные плашки при ручном нарезании устанавливаются в специальных воротках и клуппах.
Воротки для круглых плашек выполнены рамкой, в отверстие которой помещается плашка (рис. 8).
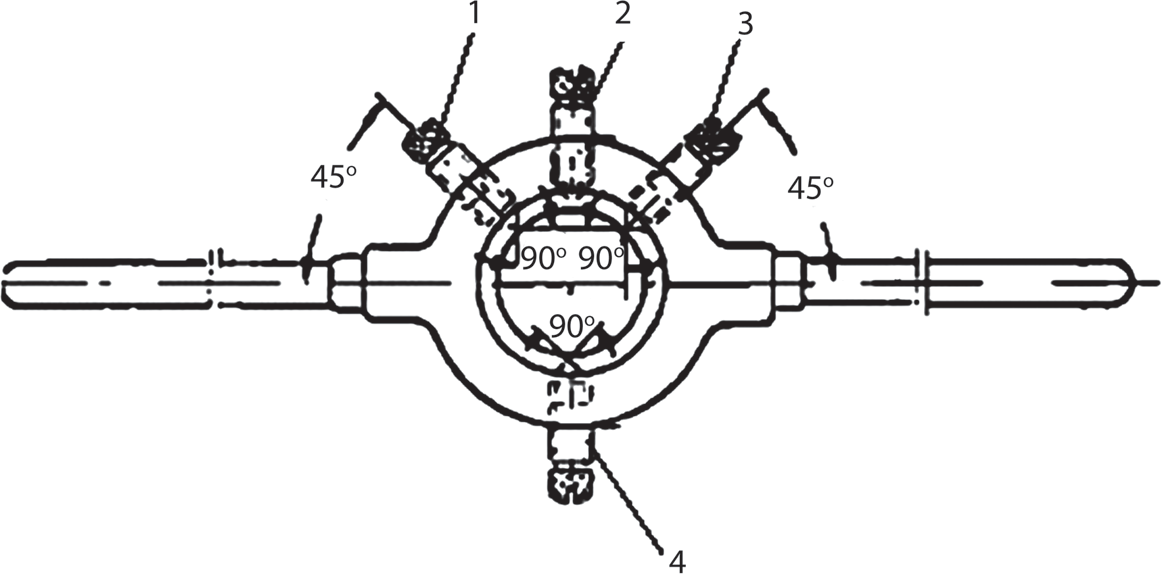
Рис. 8. Вороток для круглой плашки
Удерживается плашка от провертывания тремя стопорными винтами (1, 2 и 3), конические концы которых входят в углубления на боковой поверхности плашки. Четвертый винт входит в разрез регулируемой плашки и фиксирует правильный размер резьбы.
Клуппы для раздвижных плашек (рис. 9, а) представляют собой косую рамку с двумя рукоятками. В центральном отверстии рамки с размерами А и С устанавливаются и центрируются раздвижные плашки. Установка раздвижных плашек на требуемый размер осуществляется с помощью нажимного винта 1, действующего на подвижную часть раздвижной плашки.
Клуппы для нарезания резьбы на трубах отличаются от обычных тем, что в прорези обоймы клуппа входят четыре стальные гребенки 2 (рис. 9, б).
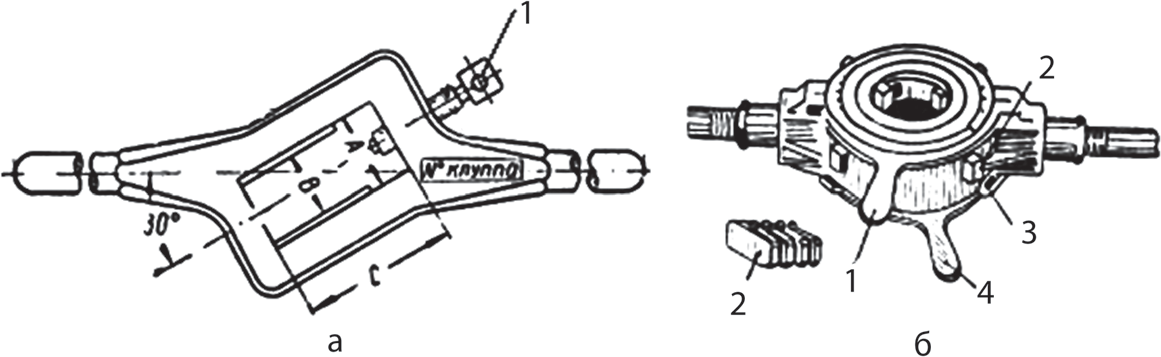
Рис. 9. Клуппы: а — для раздвижных плашек; б — для нарезания резьбы на трубах
Повертыванием верхней рукоятки 1 можно сближать или раздвигать гребенки и благодаря этому применять один и тот же клупп для нарезания резьбы на трубах различных диаметров. Трубный клупп снабжается направляющими 3, которые регулируются так же, как и плашки, нижней рукояткой 4. Этим обеспечивается правильное положение клуппа на трубе при нарезании резьбы.
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Материалы для изготовления
Для нарезки резьбы и проведения испытаний вам понадобятся:
- отрезки полипропиленовых труб;
- паяльник для ПВХ труб;
- плашка;
- металлическая муфта с наружной и внутренней резьбой
- пластиковая муфта без резьбы;
- заглушка на трубу;
- пара трубных ключей;
- льняная пакля;
- герметик;
- испытательный стенд высокого давления.
В результате получаем вот такую резьбу: на вид она выглядит непрезентабельно, но отложим окончательные выводы до испытания.
Как нанести резьбу при помощи клуппа
Нельзя сказать, чтобы клупп в чем-то уступал в плане функциональности нарезной плашке. Более того, он относится к более универсальным инструментам, с помощью которого можно наносить резьбу на самые разные трубы – как по диаметру, так и по материалу.
Конструктивно клупп состоит из специального держателя, внутри которого располагаются пазы для помещения в них сменного резца. Преимуществом клуппа является и то, что нет необходимости прикладывать чрезмерные усилия. Работа с ним удобнее и безопаснее. Внутри держателя предусмотрено наличие направляющих, которые облегчают работу, с одной стороны, а с другой повышают качество конечного результата.
Обратите внимание! Если выбрать более современную модель, то она окажется оборудованной трещоткой, что также повышает точность нарезки и ускоряет процесс.
Для того, чтобы осуществить нарезку трубы с помощью клуппа, нужно будет проделать следующее:

Клупп для нарезки резьбы — это простые резцы, выполненные из особо прочной, надежной и дорогой инструментальной стали.
- Предварительно зачищенную от ржавчины и краски трубу укрепить в вертикальном неподвижном положении в тисках;
- Установить клупп в держатель необходимого размера;
- Нанести смазку на клупп и на саму обрабатываемую трубу;
- Вставить трубу в направляющую внутри держателя;
- Начать вращать рукоять устройство по направлению часовой стрелки, осуществляя нанесение резьбы. В процессе также нужно будет следить за тем, чтобы поверхность трубы была смазана. При необходимости, смазку нужно обновлять.
Как только нанесение резьбы будет завершено, клупп выворачивается обратно, затем его нужно будет еще раз для большей гарантии провернуть по направлении к резьбе.
Работу с клуппом освоить еще более просто, чем с плашкой. Но и в этом случае нужно будет для начала потренироваться на черновом материале, чтобы сразу не испортить хорошую чистовую заготовку.
В последнее время появилась возможность приобрести электрические модели клуппа. Наличие электрического привода в этом устройстве обеспечивает и более высокую скорость работы, и меньшие усилия со стороны оператора. Принципиальных отличий от ручного клуппа в работе не имеется. Перед началом работ также будет необходимо как следует обработать металлическую трубу – очистить и обезжирить. Затем нужно будет зафиксировать трубу – это делается, как правило, при помощи комплектной струбцины, которая поставляется вместе с устройством. Затем достаточно нажать на кнопку запуска двигателя. При этом не потребуется использование отдельных тисков, что упрощает работу с электроклуппом. Ведь он и сам по себе может прикрепляться непосредственно к трубе.

Электроклупп применяется для нарезки резьбы на стальных трубах диаметром до 2”
Какому из этих способов отдать предпочтение – этот выбор, как всегда, остается за самим пользователем. Надо сказать, что идеальную нарезку не сможет гарантировать ни одно, даже самое современное устройство. В любом случае, ответственность за конечный результат будет во многом лежать на самом мастере.
Клупп для нарезки резьбы — это простые резцы, выполненные из особо прочной, надежной и дорогой инструментальной стали.




